欢迎光临kaiyun体育官网登录入口网站!
诚信促进发展,实力铸就品牌
服务热线:
18660167086
18660167086

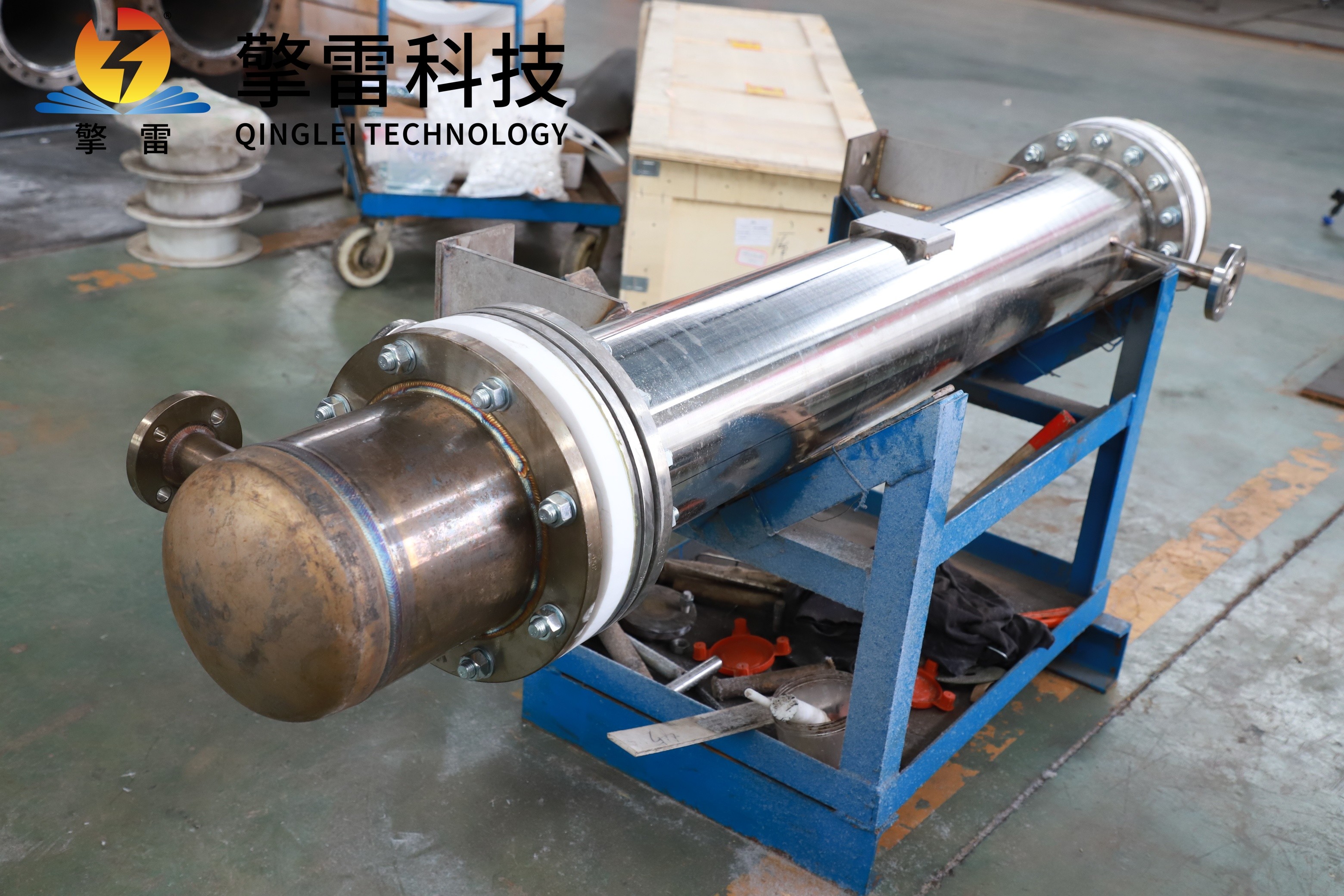
制药反应冷却碳化硅设备简介
制药反应冷却碳化硅设备:高效传热与耐腐蚀的结合
引言
在制药工业中,温度控制是确保药品质量、提高生产效率及保障生产安全的核心要素。从药物合成反应的温度控制到药品结晶、干燥等工艺,精确且高效的冷却对保证药品纯度、稳定性和安全性至关重要。然而,传统金属冷却设备在面对制药工艺中常见的强腐蚀性介质、高温高压环境及严苛卫生标准时,逐渐暴露出耐腐蚀性不足、易污染药品、热效率低等问题。在此背景下,碳化硅冷却设备凭借其独特的材料特性与结构创新,正逐步成为制药行业温度控制领域的核心装备。

碳化硅材料的独特优势
碳化硅(SiC)是一种由硅和碳组成的共价键化合物,具有一系列独特的物理化学性质,使其成为制药冷却设备的理想材料。
1. 耐腐蚀性
碳化硅对浓硫酸、王水、等强腐蚀性介质呈化学惰性,年腐蚀速率极低。例如,在浓硫酸、王水环境中,碳化硅的年腐蚀速率低于0.005mm,是316L不锈钢的1/100;在氯碱工业中,设备寿命突破10年,远超传统钛材的5年周期。这有效避免了传统金属材质在长期使用过程中可能出现的腐蚀渗漏问题,从根源上杜绝了金属离子溶出对药品纯度的污染,保障了药品的质量安全。
2. 高导热性
碳化硅的热导率达120—270W/(m·K),是铜的2倍、316L不锈钢的3—5倍。这一特性使得碳化硅冷却设备能够快速将热量从高温介质传递至冷却介质,实现高效冷却。在丙烯酸生产中,设备冷凝效率提升40%,蒸汽消耗量降低25%;在抗生素结晶工艺中,通过精确控制冷却速度,使晶体粒径分布集中度提升35%,产品收率提高8%。
3. 耐高温性
碳化硅的熔点高达2700℃,可在1600℃下长期稳定运行,短期耐受2000℃温度。其热膨胀系数仅为金属的1/3,可承受1000℃至室温的50次循环热冲击无裂纹。在煤气化装置中,碳化硅设备成功应对1350℃合成气急冷冲击,避免热震裂纹泄漏风险;在垃圾焚烧发电厂中,设备年维护成本降低75%,二噁英分解率提升95%。
4. 耐磨与低结垢
碳化硅硬度仅次于金刚石,表面光滑(粗糙度Ra≤0.8μm),不易吸附微生物或无机垢层。在含颗粒介质中,磨损率低于0.1mm/a,较碳化钨涂层提升5倍。这一特性显著降低了设备维护频率,延长了使用寿命。
技术创新:提升传热效率与运行稳定性
为了满足制药行业对冷却设备的严苛要求,碳化硅冷却设备在结构设计、材料复合和智能控制等方面进行了多项技术创新。
1. 高效传热设计
微通道结构:采用通道尺寸0.3—0.5mm的微通道设计,比表面积提升至5000m²/m³,传热效率较传统设备提高5倍。在MDI(二苯基甲烷二异氰酸酯)生产中,冷凝效率提升40%,蒸汽消耗降低25%。
螺旋缠绕管束:通过多层螺旋管形成立体传热面,传热效率与抗污垢能力双重提升。在中药提取液冷却中,传热效率提升25%,年运维成本降低40%。
湍流增强设计:正三角形管排列配合内置多叶扭带,使传热系数提升30%,压降控制在5—8kPa。
2. 自补偿式膨胀结构
双管板与弹性管板设计可自动吸收热胀冷缩变形,在温差跨度达500℃的工况下,变形量≤0.01mm/年,解决传统设备因热应力导致的泄漏问题。某钢铁企业均热炉项目采用该技术后,传热系数提升至1400W/(m²·K),热回收率达85%。
3. 智能监测系统
集成物联网传感器与AI算法,实时监测管壁温度梯度、流体流速等16个关键参数。通过数字孪生技术构建虚拟模型,故障预警准确率达98%,维护决策准确率>95%。某智能工厂应用后,年节能率达25%,运维成本降低30%。
4. 低结垢表面处理
碳化硅表面能低至0.02mN/m,碱垢附着率降低90%。结合5%稀硝酸在线清洗,2小时内可恢复95%传热效率,减少化学清洗频率,延长设备使用寿命。
应用场景:覆盖制药全流程
碳化硅冷却设备凭借其优异的性能,在制药行业的多个关键环节实现了规模化应用。
1. 原料药合成反应冷却
在头孢类、磺胺类等原料药合成中,放热反应需通过换热器精准控制温度(波动范围±1℃),防止副反应生成杂质。碳化硅换热器直接连接反应釜,利用螺旋缠绕结构产生二次环流,破坏热边界层,使湍流强度提升3—5倍,传热效率提高15—20%。例如,某企业采用四管程碳化硅换热器后,反应温度波动范围缩小至±0.5℃,产品纯度达99.95%,年增产原料药2万吨。
2. 生物制药发酵液灭菌
生物制药对发酵液灭菌温度均匀性要求(±0.3℃),传统不锈钢换热器难以满足。浮头式碳化硅换热器通过柔性石墨密封垫片补偿热应力,泄漏率<0.01%/年,同时集成PID温度控制系统,实现灭菌温度闭环控制。例如,某疫苗生产企业采用该技术后,灭菌温度波动范围缩小至±0.5℃,疫苗活性提升10%,并通过FDA与EMA审计,支持国际市场拓展。
3. 中药提取液冷却
中药提取液在浓缩后需快速冷却至室温或特定温度,以便进行后续的结晶、过滤等工序。传统换热器易因污垢沉积导致换热效率下降,而碳化硅换热器通过管内壁螺旋螺纹设计,污垢沉积率降低70%,清洗周期延长至12个月。某中药厂采用碳化硅换热器后,余热回收率达85%,年减少蒸汽消耗1.2万吨,运行成本降低40%。
4. 溶剂回收
在乙醇、丙酮等溶剂回收中,碳化硅换热器实现高效冷凝与加热,年回收溶剂超5000吨,减少废弃物排放。某化学原料药生产中,采用钛合金内衬碳化硅换热器对提取液进行加热蒸发,溶剂回收率提高至95%,年减少有机溶剂排放200吨。
未来展望:技术创新与绿色发展
随着材料科学、智能控制及制造工艺的持续突破,碳化硅冷却设备将在制药工业中发挥更重要的作用。
1. 材料升级
研发更高纯度碳化硅或复合材料(如SiC-Al₂O₃、石墨烯增强碳化硅),提升耐腐蚀与热导性能。例如,石墨烯增强碳化硅复合材料的热导率突破300W/(m·K),耐温提升至1500℃,适应超临界CO₂发电等工况。
2. 结构优化
采用仿生流道设计、3D打印技术,进一步提高传热效率与结构紧凑性。例如,广东医疗制品公司采用日立化学精密加工的椭圆通道异形体,甲酸工质在结晶阶段的流速分布均匀性比传统圆管提升四成。
3. 智能化升级
集成更多传感器与AI算法,实现远程监控、故障预警与自适应调节。数字孪生技术构建设备虚拟模型,结合CFD流场模拟优化清洗周期,某企业应用后年节能成本降低20%。

4. 绿色能源结合
结合太阳能预热系统与余热回收技术,推动“零碳工厂"建设。例如,某制药企业通过碳化硅换热器集成太阳能预热,年减少天然气消耗30%,碳排放降低25%。
结论
制药反应冷却碳化硅设备凭借其优异的耐腐蚀性、高导热性、耐高温性及低结垢特性,已成为制药行业温控领域的核心装备。从原料药合成到生物制药灭菌,从中药提取浓缩到溶剂回收,其应用贯穿制药生产的全流程,推动制药工业向高效、低碳、合规方向发展。随着材料科学和制造技术的不断进步,碳化硅冷却设备将在制药工业中发挥更重要的作用,为人类健康事业注入强劲动力。
 您的位置:
您的位置: